- Home
- Sponsors
- Forums
- Members ˅
- Resources ˅
- Files
- FAQ ˅
- Jobs
-
Webinars ˅
- Upcoming Food Safety Fridays
- Recorded Food Safety Fridays
- Upcoming Hot Topics from Sponsors
- Recorded Hot Topics from Sponsors
- Food Safety Live 2013
- Food Safety Live 2014
- Food Safety Live 2015
- Food Safety Live 2016
- Food Safety Live 2017
- Food Safety Live 2018
- Food Safety Live 2019
- Food Safety Live 2020
- Food Safety Live 2021
- Training ˅
- Links
- Store ˅
- More
Featured Content
-

From Detection to Defense: Mastering Rodent Control in Your Facility
As a business owner, you have a multitude of challenges to contend with, but one of the most insidious and damaging threats to your operations might be lurking in the shadows: rodents. These stealthy intruders not onl... -

The Key to Audit Preparedness in Your Food-Processing Facility
Although the pest control portion of an audit may account for up to 20 percent of your final score, it’s not worth losing points or failing because of a preventable issue. Pest issues can cause multiple problems for y... -
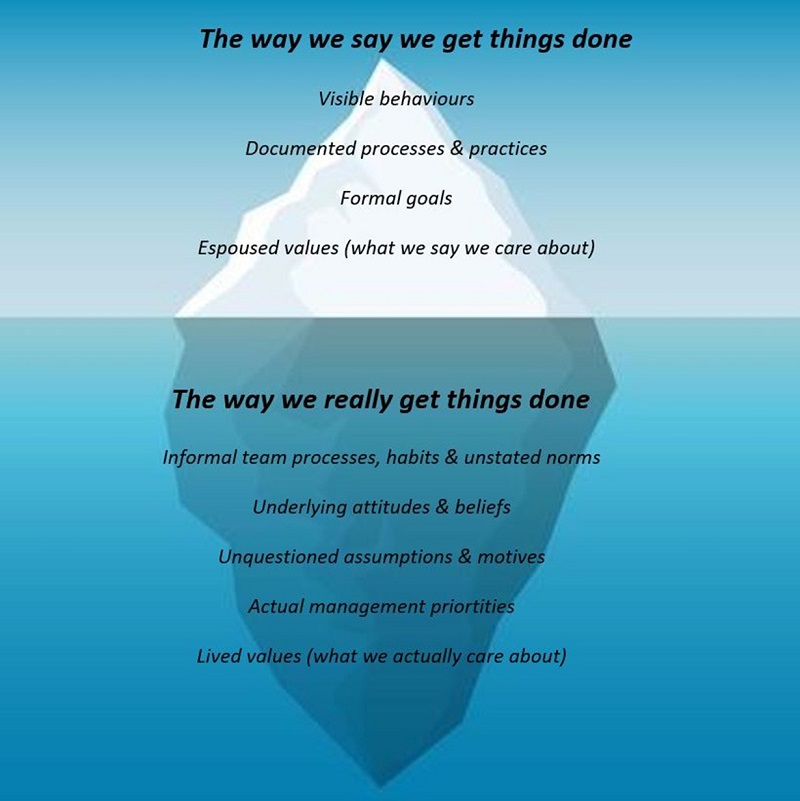
Building A Food Safety Culture
What food safety culture means, why is it important and how to go about creating one in your business. With rising consumer awareness, ever-changing regulatory standards and emerging threats to food supply &... -

Sources of Contamination in Food Grade Compressed Air
By Jenny Palkowitsh | Business Development Director | Trace Analytics, LLC Dynamic, fluid, and critical, compressed air systems can be an overlooked source of contamination in food, beverage, and packaging manufa... -

Uncovering the Strategies to Establish Food Safety Culture in Food Service Facilities
Food safety culture is critical to wellness of food and overall success of a restaurant's food safety control system and given the significance, Codex Alimentarius and HACCP has embraced food safety culture as a point...
-
Introduction
Today, 10:00 AM
Hello everyone, I am Joseph. Was really passive at first but now that I have more free slots, I am glad to be of food safety assistance.... more -
Calculating %DV for Nutrition Facts Table
Yesterday, 09:02 PM, Replies: 2
Good day all. I searched the forum for the above topic but not getting any hits. Question: When calculating % Daily Value (%DV), do... more -
As A Food Safety Consultant - Do You Develop Food Safety Systems Alone ?
Yesterday, 08:50 PM, Replies: 2
Hi Everyone. I have been having a debate with some colleagues and thought I would reach out to get some insight from other food safety consult... more -
I can't bloody believe this
Yesterday, 07:07 PM, Replies: 2
https://www.cbc.ca/news/canada/edmonton/edmonton-makeshift-slaughterhouse-illicit-uninspected-meat-1.7184922 As someone who worked in sl... more -
Warehouse storage practice for Non-GMO Project
Yesterday, 05:29 PM, Replies: 1
Hello, My company, a sauce co-manufacturer, wants to have products be verified for the Non-GMO Project for a customer. We are in the process o... more
-
Calculating %DV for Nutrition Facts Table
Today, 12:14 PM
Follow the rounding rule (because it's a "rule") more -
Unsurpassed Сasual Dating - Genuine Damsels
Today, 11:15 AM
Go Away!! Everyone one on this site has enough problems and Issues!!! more -
Unsurpassed Сasual Dating - Genuine Damsels
Today, 11:07 AM
Stop trolling here, this is not a dating site. more -
Calculating %DV for Nutrition Facts Table
Today, 11:03 AM
Hi, daily value of products, caloric content, calculated before rounding per portion, so use 13mg more -
FSSC v6 equipment management purchase specification
Today, 10:26 AM
The New Requirements for Equipment Management in FSSC 22000 V.6 The latest version of the FSSC 22000 - Version 6, has introduced a new guidanc... more
-
 Elevating Performance: Achieving Continuous Improvement through Internal Auditing Practices
Elevating Performance: Achieving Continuous Improvement through Internal Auditing Practices
Taking Place: 03 May 2024 - 03:00 PM - 04:00 PM
Explore the fundamental role of internal auditing in driving ongoing organizational enhancement. The webina... more -
 See Beyond Contaminants with X-Ray Inspection Technology
See Beyond Contaminants with X-Ray Inspection Technology
Taking Place: 17 May 2024 - 03:00 PM - 04:00 PM
Learn the hidden power of x-ray product inspection and its full capabilities! Find out how x-ray inspection... more -
 Compressed Air Monitoring - Common Sources of Contamination
Compressed Air Monitoring - Common Sources of Contamination
Taking Place: 24 May 2024 - 03:00 PM - 04:00 PM
Erin Zimmerman, the Technical Service Manager at Trace Analytics, will outline the most common sources of c... more -
 Compressed Air Quality Testing - What You Need to Know
Compressed Air Quality Testing - What You Need to Know
Taking Place: 11 October 2024 - 03:00 PM - 04:00 PM
Brett Greenlee, the Key Accounts and Sales Manager at Trace Analytics, will lead a discussion covering all... more -
 Selecting the Right Detector for Your Application
Selecting the Right Detector for Your Application
Taking Place: 18 October 2024 - 03:00 PM - 04:00 PM
Ever wonder what the main differentiator is for x-ray detection? It all lies in the detector, but not all d... more
-
 Premium Practical HACCP Training for Food Safety Teams
Premium Practical HACCP Training for Food Safety Teams
Taking Place: 30 April 2024 - 02:00 PM - 06:00 PM
This webinar can be used to train your food safety team in HACCP implementation and GMP best practices and... more -
Premium Practical Internal Auditor Training for Food Operations
Taking Place: 10 May 2024 - 02:00 PM - 06:00 PM
This webinar will enable participants to develop practical knowledge of the principles of internal auditing... more
Latest Jobs
-
FSQA Auditor (Remote - Part time/ up to $700 per audit day)
Closed | United StatesResponsible for the application of food safety, quality, and regulatory requirements and principles against established standards and pro...
-
Enterprise Business Development Manager
Closed | 6255 Jade Court, Richmond, BC, Canada | CanadaIcicle Technologies Inc. is a software company that is redefining the landscape of food production and food safety. The Enterprise Busine...
Food Safety Fridays - Next Live Webinar
Elevating Performance: Achieving Continuous Improvement through Internal Auditing Practices Upcoming Webinar
Taking Place: 03 May 2024 - 03:00 PM - 04:00 PM
Explore the fundamental role of internal auditing in driving ongoing organizational enhancement. The webinar will cover best practices, real-world examples, challenges, and future trends, emphasizing internal auditing as a powerful catalyst for sustained performance improvement.
more
Upcoming 4-Hour Live Training Webinar
$97 per seatPractical HACCP Training for Food Safety Teams
Taking Place: 30 Apr 2024 - 02:00 PM - 06:00 PM
This webinar can be used to train your food safety team in HACCP implementation and GMP best practices and will enable participants to develop practical knowledge of the principles of food safety and HACCP systems.
The webinar provides instruction on how to implement a HACCP system from preliminary steps... more
Food Safety Fridays - Last Live Webinar
19 April 2024 - 04:37 PM | Views: 287
Member Poll
Poll
Customer Product Reviews
-
Featured Implementation Packages
-
ISO 22000 Food Safety Management System - Food Service Edition
This is a tailor-made food safety management system implementation package for C... more
-
BRCGS Packaging Safety and Quality Management System - Issue 6
Ensure your Safety & Quality Management System meets a GFSI recognized stand... more
Latest Guest Blog
-

How PCQI Training Supports the BRCGS Food Safety Standard in Food Manufacturing
Mar 13 2024 08:11 PM
Through the FDA’s standardized curriculum for PCQI training, the Preventive Controls Qualified Individual becomes knowledgeable and skilled at developing, implementing, and overseeing the food safety plan as required under FSMA’s Preventive Controls for Human Food Rule (PCHF). In this role, the PCQI training supports and complements the BRCGS certificatio... more
Advertisement
Advertisement